激光切割機
激光切割機是將從激光器發(fā)射出的激光,經光路系統(tǒng),聚焦成高功率密度的激光束。激光束照射到工件表面,使工件達到熔點或沸點,同時與光束同軸的高壓氣體將熔化或氣化金屬吹走。
隨著光束與工件相對位置的移動,最終使材料形成切縫,從而達到切割的目的。
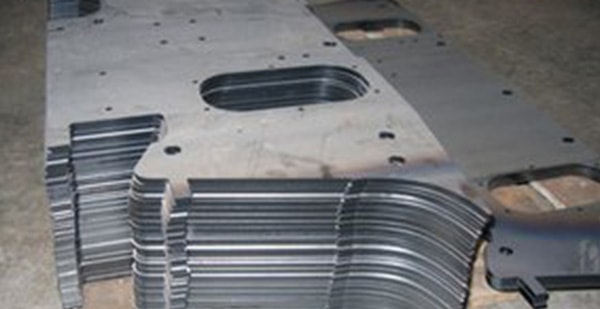
激光切割加工是用不可見的光束代替了傳統(tǒng)的機械刀,具有精度高,切割快速,不局限于切割圖案限制,自動排版節(jié)省材料,切口平滑,加工成本低等特點,將逐漸改進或取代于傳統(tǒng)的金屬切割工藝設備。激光刀頭的機械部分與工件無接觸,在工作中不會對工件表面造成劃傷;激光切割速度快,切口光滑平整,一般無需后續(xù)加工;切割熱影響區(qū)小,板材變形小,切縫窄(0.1mm~0.3mm);切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。
中文名 激光切割機 外文名 laser cutting machine 類型 機械類 用途 金屬切割,非金屬切割 類別 切割機

簡介
與傳統(tǒng)的氧乙炔、等離子等切割工藝相比,激光切割速度快、切縫窄、熱影響區(qū)小、切縫邊緣垂直度好、切邊光滑,同時可激光切割的材料種類多,包括碳鋼、不銹鋼、合金鋼、木材、塑料、橡膠、布、石英、陶瓷、玻璃、復合材料等。隨著市場經濟的飛速發(fā)展和科學技術的日新月異,激光切割技術已廣泛應用于汽車、機械、電力、五金以及電器等領域。近年來,激光切割技術正以前所未有的速度發(fā)展,每年都以15%~20%的速度增長。我國自1985年以來,更是以每年近25%的速度增長。當前,我國激光切割技術的整體水平與先進國家相比還存在著不小的差距,因此,在國內市場激光切割技術具有廣闊的發(fā)展前景和巨大的應用空間[1] 。
激光切割機在切割過程中,光束經切割頭的透鏡聚焦成一個很小的焦點,使焦點處達到高的功率密度,其中切割頭固定在z軸上。這時,光束輸入的熱量遠遠超過被材料反射、傳導或擴散的部分熱量,材料很快被加熱到熔化與汽化溫度,與此同時,一股高速氣流從同軸或非同軸側將熔化及汽化了的材料吹出,形成材料切割的孔洞。隨著焦點與材料的相對運動,使孔洞形成連續(xù)的寬度很窄的切縫,完成材料的切割[1] 。
當前,激光切割機的外光路部分主要采用的是飛行光路系統(tǒng)。從激光發(fā)生器發(fā)出的光束經過反射鏡1、2、3到達切割頭上的聚焦透鏡,聚焦后在待加工材料表面形成光斑。其中反射鏡片1固定在機身上不動;橫梁上反射鏡2隨著橫梁的運動作x向運動;z軸上的反射鏡片3隨z軸的運動作y向的運動。從圖中不難看出,在切割過程中,隨著橫梁作x向運動,z軸部分作y向運動,光路的長度時刻發(fā)生著變化[1] 。
目前,民用激光發(fā)生器由于制造成本等原因,所發(fā)出的激光光束都具有一定的發(fā)散角,呈“錐形”。當“錐形”的高度改變時(相當于激光切割機光路長度改變),聚焦透鏡表面的光束橫截面面積也隨之改變。此外,光還具有波的性質,因此,不可避免地會出現衍射現象,衍射會使光束在傳播過程中發(fā)生橫向擴展,該現象存在于所有的光學系統(tǒng)中,能夠決定這些系統(tǒng)在性能方面的理論極限值。由于高斯光束呈“錐形”和光波的衍射作用,當光路長度變化時,作用在透鏡表面的光束直徑時刻發(fā)生著變化,這就會引起焦點大小和焦點深度的變化,但對焦點位置的影響很小。如果焦點大小和焦點深度在連續(xù)加工中發(fā)生變化,必然會對加工產生很大影響,比如,會造成切割縫寬度不一致、在相同切割功率下會割不透或燒蝕板材等[1] 。
原理
激光是一種光,與其他自然光一樣,是由原子(分子或離子等)躍遷產生的。 但它與普通光不同是激光僅在最初極短的時間內依賴于自發(fā)輻射,此后的過程完全由激輻射決定,因此激光具有非常純正的顏色,幾乎無發(fā)散的方向性、極高的發(fā)光強度和高相干性。
激光切割是應用激光聚焦后產生的高功率密度能量來實現的。在計算機的控制下,通過脈沖使激光器放電,從而輸出受控的重復高頻率的脈沖激光,形成一定頻率,一定脈寬的光束,該脈沖激光束經過光路傳導及反射并通過聚焦透鏡組聚焦在加工物體的表面上,形成一個個細微的、高能量密度光斑,焦斑位于待加工面附近,以瞬間高溫熔化或氣化被加工材料。每一個高能量的激光脈沖瞬間就把物體表面濺射出一個細小的孔,在計算機控制下,激光加工頭與被加工材料按預先繪好的圖形進行連續(xù)相對運動打點,這樣就會把物體加工成想要的形狀。
切縫時的工藝參數(切割速度,激光器功率,氣體壓力等)及運動軌跡均由數控系統(tǒng)控制,割縫處的熔渣被一定壓力的輔助氣體吹除。
主要工藝
1、汽化切割。
在激光氣化切割過程中,材料表面溫度升至沸點溫度的速度是如此之快,足以避免熱傳導造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作為噴出物從切縫底部被輔助氣體流吹走。此情況下需要非常高的激光功率。
為了防止材料蒸氣冷凝到割縫壁上,材料的厚度一定不要大大超過激光光束的直徑。該加工因而只適合于應用在必須避免有熔化材料排除的情況下。該加工實際上只用于鐵基合金很小的使用領域。
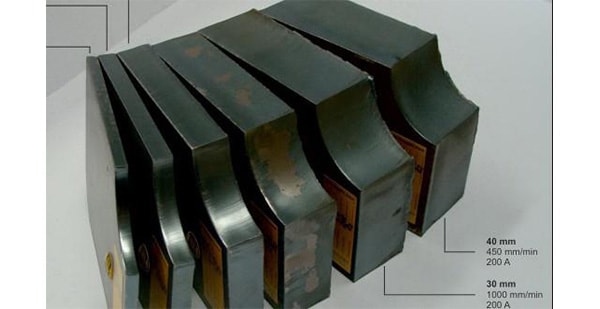
該加工不能用于,像木材和某些陶瓷等,那些沒有熔化狀態(tài)因而不太可能讓材料蒸氣再凝結的材料。另外,這些材料通常要達到更厚的切口。在激光氣化切割中,最優(yōu)光束聚焦取決于材料厚度和光束質量。激光功率和氣化熱對最優(yōu)焦點位置只有一定的影響。在板材厚度一定的情況下,最大切割速度反比于材料的氣化溫度。所需的激光功率密度要大于108W/cm2,并且取決于材料、切割深度和光束焦點位置。在板材厚度一定的情況下,假設有足夠的激光功率,最大切割速度受到氣體射流速度的限制。
2、熔化切割。
在激光熔化切割中,工件被局部熔化后借助氣流把熔化的材料噴射出去。因為材料的轉移只發(fā)生在其液態(tài)情況下,所以該過程被稱作激光熔化切割。
激光光束配上高純惰性切割氣體促使熔化的材料離開割縫,而氣體本身不參于切割。激光熔化切割可以得到比氣化切割更高的切割速度。氣化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。最大切割速度隨著激光功率的增加而增加,隨著板材厚度的增加和材料熔化溫度的增加而幾乎反比例地減小。在激光功率一定的情況下,限制因數就是割縫處的氣壓和材料的熱傳導率。激光熔化切割對于鐵制材料和鈦金屬可以得到無氧化切口。產生熔化但不到氣化的激光功率密度,對于鋼材料來說,在104W/cm2~105 W/cm2之間。
3、氧化熔化切割(激光火焰切割)。
熔化切割一般使用惰性氣體,如果代之以氧氣或其它活性氣體,材料在激光束的照射下被點燃,與氧氣發(fā)生激烈的化學反應而產生另一熱源,使材料進一步加熱,稱為氧化熔化切割。
由于此效應,對于相同厚度的結構鋼,采用該方法可得到的切割速率比熔化切割要高。另一方面,該方法和熔化切割相比可能切口質量更差。實際上它會生成更寬的割縫、明顯的粗糙度、增加的熱影響區(qū)和更差的邊緣質量。激光火焰切割在加工精密模型和尖角時是不好的(有燒掉尖角的危險)??梢允褂妹}沖模式的激光來限制熱影響,激光的功率決定切割速度。在激光功率一定的情況下,限制因數就是氧氣的供應和材料的熱傳導率。
4、控制斷裂切割。
對于容易受熱破壞的脆性材料,通過激光束加熱進行高速、可控的切斷,稱為控制斷裂切割。這種切割過程主要內容是:激光束加熱脆性材料小塊區(qū)域,引起該區(qū)域大的熱梯度和嚴重的機械變形,導致材料形成裂縫。只要保持均衡的加熱梯度,激光束可引導裂縫在任何需要的方向產生。