數(shù)控火焰切割機
數(shù)控火焰切割機數(shù)控切割機(CNC Cutting Machine )就是用數(shù)字程序驅(qū)動機床運動,搭載火焰切割系統(tǒng),使用數(shù)控系統(tǒng)來控制火焰切割系統(tǒng)的開關(guān),對鋼板等金屬材料進行切割。這種機電一體化的切割設(shè)備為數(shù)控火焰切割機。數(shù)控火焰切割機可分為3大部分:數(shù)控系統(tǒng)、火焰切割系統(tǒng)、驅(qū)動系統(tǒng),不同廠家生產(chǎn)的大體相同。 數(shù)控火焰切割機英文名稱flame cutting machine
數(shù)控火焰切割機切割具有大厚度碳鋼切割能力,切割費用較低,但存在切割變形大,切割精度不高,而且切割速度較低,切割預(yù)熱時間、穿孔時間長,較難適應(yīng)全自動化操作的需要。它的應(yīng)用場合主要限于碳鋼、大厚度板材切割,在中、薄碳鋼板材切割上逐漸會被等離子切割代替。
中文名 數(shù)控火焰切割機 外文名 CNC Cutting Machine 用途 鋼板切割下料
操作規(guī)程
一、工作前
數(shù)控火焰、等離子切割機
數(shù)控火焰、等離子切割機
(1)檢查各氣路、閥門,是否有無泄漏,氣體安全裝置是否有效。 (2)檢查所提供氣體入口壓力是否符合規(guī)定要求。 (3)檢查所提供電源電壓是否符合規(guī)定要求。
二、工作中
1。調(diào)整被切割的鋼板、盡量與軌道保持平行。
2。根據(jù)板厚和材質(zhì),選擇適當(dāng)割嘴。使割嘴與鋼板垂直。
3.根據(jù)不同板厚和材質(zhì)、重新設(shè)定機器中的切割速度和預(yù)熱時間,設(shè)定預(yù)熱氧、切割氧合理的壓力。
4.在點火后,不得接觸火焰區(qū)域。操作人員應(yīng)盡量采取飛濺小的切割方法,保護割嘴。
5.檢查加熱火焰,以及切割氧射流,如發(fā)現(xiàn)割嘴有損壞,應(yīng)及時更換、清理。清理割嘴應(yīng)用專用工具清理。
6.切割過程中發(fā)生回火現(xiàn)象,應(yīng)及時切斷電源,停機并關(guān)掉氣體閥門,回火閥片若被燒化,應(yīng)停止使用,等廠家或?qū)I(yè)人員進行更換。
7.數(shù)控火焰操作工操作切割機時,要時刻注意設(shè)備運行狀況,如發(fā)現(xiàn)有異常情況,應(yīng)按下緊停開關(guān),及時退出工作位,嚴禁開機脫離現(xiàn)場。
8.操作人員應(yīng)注意,切割完一個工件后,應(yīng)將割炬提升回原位,運行到下一個工位時,再進行切割。
9.操作人員應(yīng)按給定切割要素的規(guī)定選擇切割速度,不允許單純?yōu)榱颂岣吖ばФ龃笤O(shè)備負荷,處理好設(shè)備壽命與效率和環(huán)保之間的關(guān)系。
三、下班后
1.下班后,設(shè)備應(yīng)退回保障位,關(guān)閉氣閥。管內(nèi)殘留氣應(yīng)放盡、關(guān)閉電源。
2.如果實行交接班制度,應(yīng)將當(dāng)班設(shè)備運行狀況作好交接班記錄。
3.應(yīng)認真清理場地,保持工作區(qū)內(nèi)的整潔、有序。
四、日常保養(yǎng)
1.軌道不允許人員站立、踏踩、靠壓重物,更不允許撞擊,導(dǎo)軌面每個班用壓縮空氣除塵后用紗布沾20#機油擦拭軌面。隨時保持導(dǎo)軌面潤滑、清潔。
2.傳動齒條上每天用應(yīng)20#機油清洗,不允許齒條上有顆粒飛濺物。
3.操作人員只允許拆卸割嘴,其余零件不能隨意拆卸,電氣接線盒只允許有關(guān)人員檢修時,方能打開。
4.該設(shè)備若出現(xiàn)故障,應(yīng)及時請維修人員處理,故障較大時,應(yīng)先報設(shè)備處組織有關(guān)人員會審,確定維修方案。嚴禁私自拆機檢查。
五、安全保障
1.設(shè)備周圍應(yīng)避免強震動源。
2.工作人員掛牌上崗操作,無關(guān)人員不得上機,更不準(zhǔn)擅自按動鍵,以免損壞機器或程序,數(shù)據(jù)丟失。
3.移動設(shè)備時,應(yīng)注意不允許發(fā)生脫鉤或前沖,機上包括導(dǎo)軌任何一部分都不能撞擊。
4.設(shè)備動力源線應(yīng)單獨使用,并帶有交流穩(wěn)壓裝置。
5.通氣或更換氣體和清理割嘴必須按有關(guān)危險氣體安全操作規(guī)程執(zhí)行。
6.操作者不得隨意把外來程序調(diào)入機器內(nèi)存內(nèi),以防病毒,只許用本廠認可專用軟件。
參考機型
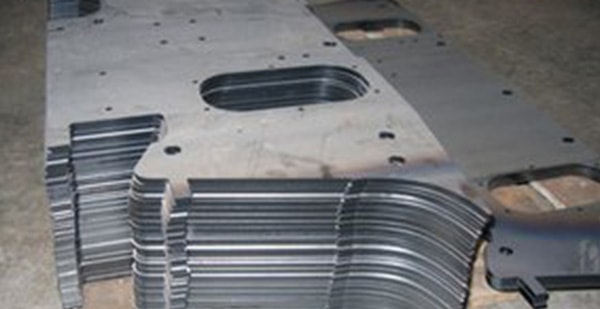
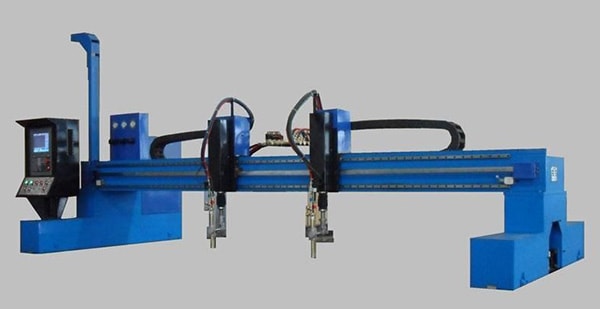
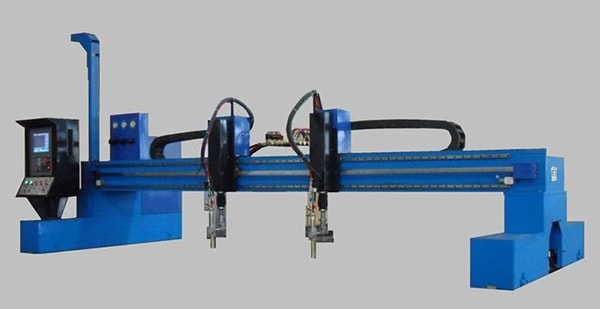
龍門式結(jié)構(gòu),使得該機型不僅在外觀上更為大氣,而且在運行上更加穩(wěn)定,工作效率高,使用壽命長的優(yōu)勢,并可在橫梁上放置小型機載等離子電源;可用于各種碳鋼、錳鋼、不銹鋼等金屬材料的大、中、小型鋼板下料。該機型橫向跨度有3m、4m、5m、6m、8m等多種規(guī)格,均采用雙邊驅(qū)動;還可根據(jù)用戶要求配置多把割炬,或配置成異型切割和直條切割兩用切割方式,另可選配電容或等離子自動調(diào)高系統(tǒng);基本配置:為單火焰或單等離子割炬,帶自動點火,不含自動調(diào)高及等離子切割電源。
主要技術(shù)參數(shù)
導(dǎo)軌間距 4000mm 有效切割寬度 3200mm
導(dǎo)軌長度 6000mm 有效切割長度 4800mm
單火焰割炬 1組 火焰切割厚度 6-200mm
單等離子割炬 1組 等離子切割厚度 視等離子電源而定
移動精度 0.01mm/步 整機運行速度 0-3500mm/min
驅(qū)動方式 雙邊驅(qū)動 自動調(diào)高行程 0-230mm
產(chǎn)品主要特點
1. 橫梁:采用方管對焊結(jié)構(gòu),具有剛性好,精度高,自重輕,慣量小的特點。所有焊接件均振動時效去應(yīng)力處理,有效的防止了結(jié)構(gòu)變形;
2. 縱、橫向驅(qū)動:均采用精密齒輪齒條(7級精度)傳動。橫向?qū)к壊捎门_灣進口的直線導(dǎo)軌,縱向?qū)к壥怯删芗庸さ奶刭|(zhì)鋼軌制成,保證了切割機的運行平穩(wěn),精度高,且經(jīng)久耐用,清潔美觀;減速采用行星齒輪減速器,可以非常完美的保證運動的精度和平衡度;
3. 縱向驅(qū)動架(端架):兩端裝有水平導(dǎo)向輪,可調(diào)整驅(qū)動架底部偏心輪對導(dǎo)軌的壓緊程度,使整機在運動中保持穩(wěn)定的導(dǎo)向。裝有除塵器,隨時刮掃積聚在導(dǎo)軌表面的雜物;
4. 驅(qū)動系統(tǒng)為國產(chǎn)步進驅(qū)動,根據(jù)用戶需要可選用世界頂級產(chǎn)品——進口日本松下交流伺服驅(qū)動/國產(chǎn)伺服驅(qū)動,使整機更加運行平穩(wěn),速度變速范圍更寬,加速時間短;
5. 升降體采用鋁合金結(jié)構(gòu)體,升降導(dǎo)向采用直線導(dǎo)軌,升降提升采用滾珠絲杠提升;
6. 簡單易用的自動編程系統(tǒng),使數(shù)控編程不再復(fù)雜,輕而易舉;
7. 數(shù)控控制系統(tǒng)采用自主研發(fā)控制系統(tǒng),具有目前國內(nèi)最為優(yōu)良的穩(wěn)定性和超強抗干擾能力。
主要技術(shù)指標(biāo)
1. 切割形狀: 可編程切割直線和圓弧構(gòu)成的任意平面形狀鋼板零件;
2. 切割精度: 國家標(biāo)準(zhǔn)JB/T10045.3-99;
3. 切割寬度: 4m、5m、6m、8m、12m等多種規(guī)格可選;
4. 軌道長度: 標(biāo)配6米,還可根據(jù)用戶要求定制加長3m/節(jié);
5. 驅(qū)動方式: 雙邊驅(qū)動;
6. 割炬配置: 標(biāo)配1把,可選配火焰或者等離子割炬,還可根據(jù)用戶需求進行定制;
7. 切割厚度: 火焰最大可切割200mm,等離子切割厚度視所選電源大小而定;
8. 點火調(diào)高: 自動點火、電動調(diào)高,根據(jù)用戶要求可選配電容式或弧壓式自動調(diào)高;
9. 數(shù)控系統(tǒng): 為自主研發(fā)的控制系統(tǒng),簡單易用,性能穩(wěn)定;根據(jù)用戶要求可選用北京斯達特2000或3000系統(tǒng),進口型有美國海寶系統(tǒng)、FastCNC數(shù)控系統(tǒng);
10. 數(shù)控編程: 基于AutoCAD的全自動圖形化編程軟件;
11. 切割氣體: 氧氣+乙炔 或丙烷。
小竅門
數(shù)控火焰切割機切割時一般選用中性焰或輕微的氧化焰。在切割過程中要保證火焰的強度要適中,應(yīng)根據(jù)工件厚度、割嘴種類和質(zhì)量要求選用預(yù)熱火焰。
在氣割厚鋼板時,龍門式數(shù)控火焰切割機由于氣割速度較慢,為防止割縫上緣熔化,應(yīng)相應(yīng)使火焰能率降低;若此時火焰能率過大,會使割縫上緣產(chǎn)生連續(xù)珠狀鋼粒,甚至熔化成圓角,同時還造成割縫背面粘附熔渣增多,而影響氣割質(zhì)量。如在氣割薄鋼板時,因氣割速度快,可相應(yīng)增加火焰能率,但割嘴應(yīng)離工件遠些,并保持一定的傾斜角度;若此時火焰能率過小,使工件得不到足夠的熱量,就會使氣割速度變慢,甚至使氣割過程中斷。
下面是我們總結(jié)的一些使用過程中的小竅門:
1、預(yù)熱火焰的功率要隨著板厚的增大而加大,割件越厚,預(yù)熱火焰功率越大;
2、在切割較厚鋼板時,應(yīng)采用輕度碳化焰,以免切口上緣熔塌,同時也可使外焰長一些。
3、使用擴散型割嘴和氧簾割嘴切割厚度 200mm 以下鋼板時,火焰功率選大一些,以加速切口的前緣加熱到燃點,從而獲得較高的切割速度。
4、切割碳含量較高或合金元素教多的鋼材時,因為他們?nèi)键c較高,預(yù)熱火焰的功率要大一些。
5、用單割嘴切割坡口時,因熔渣被吹向切口外側(cè),為補充能量,要加大火焰功率。
特點分析
數(shù)控火焰切割機將傳統(tǒng)的火焰切割方式與數(shù)控自動化技術(shù)相結(jié)合,可用于6mm厚度以上的碳板及普碳板切割加工,考慮到國內(nèi)市場的鋼材使用情況,數(shù)控火焰切割仍然占有較大的市場?!?shù)控火焰切割機的切割方式跟數(shù)控等離子切割機的切割方式是不同的,火焰切割是利用高溫火焰將鋼板表面的某一點加熱至燃點,并充以高壓氧,使之燃燒形成切口的切割方法。
通?;鹧媲懈顣r需要燃氣和氧氣,而火焰的可用燃氣有三種:煤氣,丙烷,乙炔。其中煤氣發(fā)熱量最小,丙烷其次,乙炔發(fā)熱量最大。發(fā)熱量越大,切割越快,燃燒速度越快,切割效果就越好。
火焰切割時只能切割容易氧化的金屬,含碳量比較高的火焰是很難切割的。火焰切割的厚度一般都是6mm以上的碳鋼,對于6mm以下的板材雖然也可以切割,但是因為板材較薄,因為火焰切割的方式是利用高溫火焰將鋼板表面的某一點加熱至燃點,并充以高壓氧,使之燃燒形成切口的切割方法。
所以在切割板材時容易使得產(chǎn)生板材熱變形,切割出來的板材就達不到好的效果。一般火焰數(shù)控切割機可以切割到200mm,再經(jīng)過特殊改造后可以切割350mm。
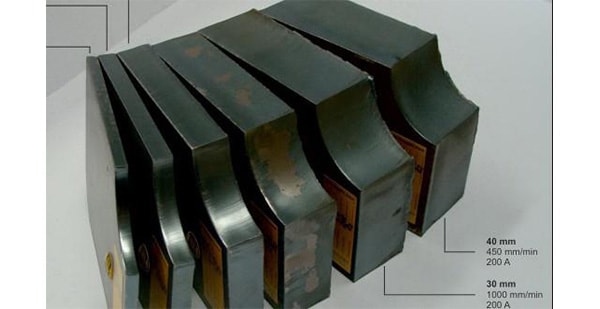
在切割速度上,數(shù)控火焰切割比人工切割要快上很多倍。但是比等離子切割又稍慢一些。用20mm厚的板材做比較?;鹧媲懈钏俣却蠹s每分鐘450mm/min,等離子切割速度大約每分鐘1500mm/min。在切割效果上火焰切割的垂直度要比等離子的切割垂直度要好,火焰切割割面是垂直的,等離子切割割面有一定的傾斜。
燃料介紹
乙炔和石油化工中催化裂化的副產(chǎn)品中的丙烷、丁烷及天然氣(甲烷)相比,其燃燒性質(zhì)的差別主要是由于它們的分子結(jié)構(gòu)不同所致。乙炔分子結(jié)構(gòu)中兩碳原子間含有兩個很易破裂的π鍵(CH ≡CH),化學(xué)活性強,燃點低,燃燒速度快,易回火。而烷烴分子結(jié)構(gòu)中只含相對穩(wěn)定的σ鍵(如丙烷:CH3 - CH2 - CH3),因此,其化學(xué)活性,燃燒速度均不如乙炔,回火傾向較小。正是由于這種分子結(jié)構(gòu)的差異、燃燒速度的不同,導(dǎo)致它們的火焰熱量的分布也有所差異。
乙炔因其易燃易爆,安全系數(shù)低,生產(chǎn)過程中耗能耗電,污染環(huán)境,生產(chǎn)成本偏高,以至在生產(chǎn)、存儲、運輸、使用、環(huán)保及價格方面存在諸多缺陷和隱患,發(fā)展受到了很大限制,因此許多國家都在研制新的更安全、更節(jié)能的工業(yè)燃氣,中國國家有關(guān)部門在全國乙炔生產(chǎn)會議上明確不再審批新建擴建電石廠、乙炔廠?,F(xiàn)有的廠家面臨轉(zhuǎn)產(chǎn)的境地。國家早在八五期間,就極力推廣烷烴類燃氣替代乙炔氣,如"丙烷氣"、"丙烯氣"、"天然氣"等等, 以期逐漸取代乙炔氣。
我國工業(yè)燃氣用量中,70%為乙炔氣。以前乙炔氣主要是乙炔發(fā)生器中制取,由于造成污染和高度不安全性,各地均已發(fā)文不得采用(包括管道式)。均采用瓶裝乙炔氣進行工業(yè)切割。乙炔化學(xué)性質(zhì)活躍,易爆,極危險。當(dāng)其與銅、銀等金屬以及空氣、純氧混合,甚至盛裝容器直徑較大時都會引起爆炸。使用乙炔氣在對碳素鋼切割時,易產(chǎn)生切口上緣熔化,掛渣多且不易清除,切面局部硬化等現(xiàn)象,使切割工藝不理想。焊接時需要進行打磨,增加了生產(chǎn)成本。 沿海地區(qū)造船廠已經(jīng)禁止在造船平臺使用乙炔,改用其他新型切割氣,多年來人們一直嘗試采用其他燃料代替乙炔作為切割氣,但由于其他燃料如:天然氣,液化石油氣,丙烷氣,丙烯氣,人工煤氣,二甲醚等燃料在氧氣中燃燒溫度低于2500℃,直接作為切割氣不理想,需要加助燃添加劑對母氣進行催化,裂化,助燃,改變?nèi)細馊紵绞?,從而提升火焰溫度,使之在氧氣中燃燒的火焰溫度達到或超越乙炔的3100℃,實現(xiàn)替代乙炔的目的。
乙炔在很長一段時間內(nèi)成為工業(yè)切割、焊接、火焰噴圖等工藝不可替代的燃料,乙炔在特種切割中發(fā)揮了不可替代的作用,如球墨鑄鐵、鉬鋼、不銹鋼等工件的切割。焊接工藝中乙炔較其它燃氣更具有特殊的優(yōu)勢,操作簡便,適用性強,火焰噴圖因其具有速度快,質(zhì)量好等優(yōu)點收到廣大企業(yè)的青睞。
但隨著生產(chǎn)力的發(fā)展和社會的進步,人類越來越注重環(huán)保、節(jié)能、安全、高效,對乙炔氣暴露出來的弊端和缺陷也有了越來越清晰的認識。上世紀七十年代,在歐美、日本發(fā)達國家就已開始逐步淘汰乙炔氣,取而代之的是以丙烷、丙烯、天然氣、汽油、焦?fàn)t煤氣、氫氣等為主體的工業(yè)燃氣。
若想達到乙炔的使用效果,必須了解乙炔的理化性質(zhì),才能采取相應(yīng)的技術(shù)手段實現(xiàn)烷烴類燃氣的可替代性。
乙炔分子式為C2H2,構(gòu)造式為HC ≡ CH。根據(jù)雜化軌道理論,乙炔分子中的碳原子以sp 雜化方式參與成鍵,兩個碳原子各以一條sp 雜化軌道互相重疊形成一個碳碳σ鍵,每個碳原子又各以一個sp 軌道分別與一個氫原子的1s 軌道重疊,各形成一個碳氫σ鍵。此外,兩個碳原子還各有兩個相互垂直的未雜化的2p 軌道,其對稱軸彼此平行,相互“肩并肩”重疊形成兩個相互垂直的π鍵,從而構(gòu)成了碳碳叁鍵。兩個π鍵電子云對稱地分布在碳碳σ鍵周圍,呈圓筒形。
乙炔分子中π鍵的形成及電子云分布,現(xiàn)代物理方法證明,乙炔分子中所有原子都在一條直線上,碳碳叁鍵的鍵長為0.12 nm,比碳碳雙鍵的鍵長短,這是由于兩個碳原子之間的電子云密度較大,使兩個碳原子較之乙烯更為靠近。但叁鍵的鍵能只有836.8 kJ·mol -1,比三個σ鍵的鍵能和(345.6 kJ·mol -1 × 3)要小,這主要是因為p 軌道是側(cè)面重疊,重疊程度較小所致。簡單炔烴的沸點、熔點以及相對密度,一般比碳原子數(shù)相同的烷烴和烯烴高一些。這是由于炔烴分子較短小、細長,在液態(tài)和固態(tài)中,分子可以彼此靠得很近,分子間的范德華作用力很強。由于乙炔的特殊化學(xué)性質(zhì),在燃燒過程中,熱能釋放效率高、化學(xué)反應(yīng)速度快、化學(xué)鍵極易斷裂、火焰燃燒速度快,是丙烷類燃氣的3倍,因此助燃添加劑需要對烷烴類燃氣的分子進行強有力的助分解,達到快速燃燒的目的,實現(xiàn)溫度瞬間的提升。
丙烷是石油化工工業(yè)的副產(chǎn)品,來源豐富,價格低廉,且燃燒對環(huán)境無污染,是乙炔可行的替代品。由于丙烷火焰溫度較低,預(yù)熱時間相對比乙炔長,這是推廣應(yīng)用中遇到的一大困難。由于丙烷火焰熱量分布分散、溫度較低、由火焰導(dǎo)致金屬熔化的可能性較小,因此割口上沿不易造成塌邊、切口光滑平整、割口下沿掛渣少、易清除。
丙烯的焰心和外焰都有較高的熱釋放,焰心熱量分布與乙炔相似,外焰熱量比乙炔高。因此,丙烯既具有乙炔火焰的屬性又具有丙烷外焰的高熱含量,火焰溫度比乙炔焰約低,但比丙烷火焰溫度高,是一較好的切割用燃氣。丙烯火焰的切割特點是:火焰溫度較高,切割預(yù)熱時間與乙炔相比約有增加,但比丙烷快,由于外焰熱含量高,對于厚大構(gòu)件切割有利。
液化石油氣來自煉廠氣、濕性天然氣或油田伴生氣。由天然氣和伴生氣中得到的液化石油氣主要成分是丙烷(為通常俗稱為殘液的主要成分)、丁烷、丁烯和少量戊烷。液化氣成分復(fù)雜,燃燒時火焰不集中,熱量不均衡,火焰溫度低,切割預(yù)熱時間相應(yīng)增長,切割速度降低,功效差。
天然氣是一種多組分的混合氣體,主要成分是烷烴,其中甲烷占絕大多數(shù),另有少量的乙烷、丙烷和丁烷,此外一般還含有硫化氫、二氧化碳、氮和水氣,以及微量的惰性氣體如氦和氬等。在標(biāo)準(zhǔn)狀況下,甲烷至丁烷以氣體狀態(tài)存在,戊烷以上為液體。
由于天然氣熱值低,燃燒速度慢,火焰溫度低,切割預(yù)熱時間相應(yīng)增長,消耗燃氣和氧氣量大,綜合成本偏高。切割厚鋼板時要獲得所要求的總熱量燃氣消耗量大。要保持切割速度,厚大構(gòu)件要求外焰熱量輸出要高,割縫容易加寬,熱影響區(qū)大,預(yù)熱穿孔時容易反漿或難于穿透,對金屬表面造成影響,需要加添加劑來提高火焰溫度。
催化燃燒是燃料在催化劑表面進行的完全氧化反應(yīng)。 在催化燃燒反應(yīng)過程中,反應(yīng)物在催化劑表面形成低能量的表面自由基,生成振動激發(fā)態(tài)產(chǎn)物,并以紅外輻射方式釋放出能量;在反應(yīng)完全進行的同時,通過催化劑的選擇性來有效地抑制生成有毒有害物質(zhì)的副反應(yīng)發(fā)生,基本上不產(chǎn)生或很少產(chǎn)生NOx、CO和HC等污染物。
助燃添加劑與天然氣(液化石油氣)分子結(jié)合后,更容易實現(xiàn)分子的裂化,分解,從而改變了燃氣的性質(zhì),在燃燒狀態(tài)下改變了氣體波長,燃燒頻率,燃燒速度,增強熱能等,實現(xiàn)了二次完全燃燒,降低了有害物質(zhì)的生成,降低了熱量的散逸,達到了高溫催化燃燒的目的。并且助燃催化劑本身具有很好燃燒化學(xué)能,因此催化燃燒是應(yīng)用廣泛的形式之一。[1]
功能
直條火焰切割機是一種高效率的、氧燃氣氣體切割設(shè)備,可根據(jù)用戶需要配置割炬數(shù)量,具有縱向多頭切割,橫向直邊切割之功能,一次同時切割加工多塊板條。配置進口變頻器實現(xiàn)無極調(diào)速,調(diào)速范圍大,移動可靠。驅(qū)動系統(tǒng)采用交流變頻調(diào)速機或交流伺服系統(tǒng)