隨著金屬板材加工技術(shù)的飛速發(fā)展,國(guó)內(nèi)加工技術(shù)正在迅速改變,發(fā)達(dá)國(guó)家和小,很多國(guó)外知名企業(yè)已經(jīng)轉(zhuǎn)移生產(chǎn)基地到中國(guó)之間的差距,同時(shí)也給金屬片處理與許多革命思想。
作為傳統(tǒng)的鈑金切割設(shè)備,主要有(數(shù)控和非數(shù)控)剪切機(jī)、沖床、火焰切割、等離子切割、高壓水切割等手段。這些設(shè)備在市場(chǎng)上占有相當(dāng)大的市場(chǎng)份額。一是它們很有名,二是它們很便宜。雖然它們與激光切割等現(xiàn)代技術(shù)相比有明顯的劣勢(shì),但也有其獨(dú)特的優(yōu)勢(shì)。
?。〝?shù)控)剪,因?yàn)樗且粋€(gè)直切,盡管剪刀可多達(dá)四米的金屬板,但也可以只在金屬片處理中使用只需要一個(gè)直切。在行業(yè)中通常使用的如切割片材開(kāi)平只需要在一條直線切割。
沖頭在曲線加工中具有更大的靈活性,沖頭可具有一組或多組方形、圓形或其它特殊要求的沖頭,可一次加工某些特定的金屬片工件,最常見(jiàn)的是底盤(pán)機(jī)柜工業(yè),其加工工藝主要為直線、方孔、圓孔等切削,圖案相對(duì)簡(jiǎn)單、固定。主要有2mm以下的碳鋼板,其尺寸一般為2.5m或1.25m。厚度大于1.5mm的不銹鋼通常由于其高粘度而不使用沖頭。其優(yōu)點(diǎn)是:簡(jiǎn)單的圖形和金屬片的處理速度快,缺點(diǎn)是,即使沖孔,工件表面也會(huì)出現(xiàn)塌陷,成本降低,模具開(kāi)發(fā)周期長(zhǎng),成本高,靈活性低的缺點(diǎn)。國(guó)外鋼板切割超過(guò)2mm一般采用更現(xiàn)代的激光切割,而不是沖壓,一個(gè)厚鋼板沖孔和剪切表面質(zhì)量不高,第二厚鋼板需要更大噸位的沖頭,廢棄資源,第三,在沖壓厚鋼板時(shí)噪聲過(guò)大,不利于環(huán)境保護(hù)。
由于由于其低投入的傳統(tǒng)的切割方法初始火焰切割,當(dāng)有太苛刻的加工工藝加上過(guò)去處理低質(zhì)量能夠得到解決,市場(chǎng)是非常大的保有量?,F(xiàn)在主要是用來(lái)切割比40mm厚的鋼板更多。缺點(diǎn)是,切割過(guò)大的熱變形,開(kāi)槽太寬,材料浪費(fèi),另外的處理速度太慢,只適合于粗加工。
等離子切割和精細(xì)等離子切割類似于火焰切割。熱影響區(qū)過(guò)大,但精度遠(yuǎn)大于火焰切割,且速度有一個(gè)數(shù)量級(jí)的飛躍,成為中厚板加工的主力軍。我國(guó)頂級(jí)數(shù)控精等離子切割機(jī)的實(shí)際切割精度已達(dá)到激光切割的下限。切割22mm碳鋼板時(shí),速度達(dá)到每分鐘2米以上,切割端面光滑平整,最佳傾角可控制在1.5度以內(nèi)。缺點(diǎn)是切割鋼板時(shí)熱變形過(guò)大,傾角也大,精度要求高時(shí)沒(méi)有動(dòng)力。,消耗品更貴。
高壓水切割是利用高速水射流摻雜金剛石砂進(jìn)行金屬片切割。它對(duì)材料幾乎沒(méi)有任何限制,切割的厚度幾乎是100毫米以上。用于陶瓷、玻璃等熱切割時(shí)容易爆裂的材料。也可以切割,銅、鋁等激光高反射材料水刀可以切割,但激光切割有很大的障礙。削水的缺點(diǎn)是加工速度太慢、太臟、不環(huán)保,耗材也較高。
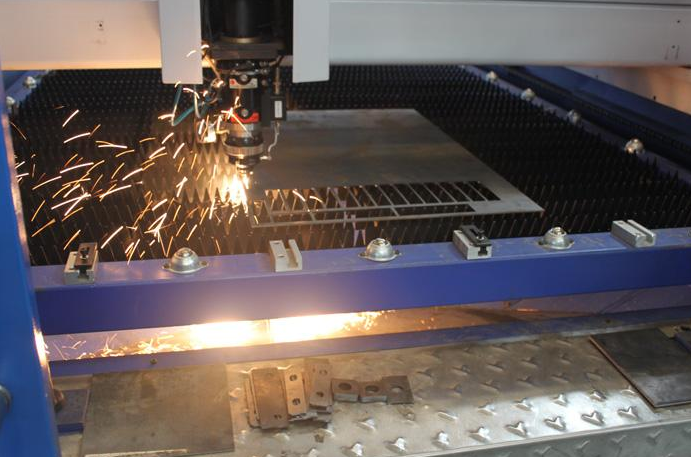
激光切割是鈑金加工的一次技術(shù)革命,是鈑金加工的一個(gè)加工中心。激光切割具有靈活性高、切削速度快、生產(chǎn)效率高、產(chǎn)品生產(chǎn)周期短等優(yōu)點(diǎn),為客戶贏得了廣泛的市場(chǎng)。激光切割沒(méi)有切削力,沒(méi)有變形;沒(méi)有刀具磨損,材料適應(yīng)性好;無(wú)論是簡(jiǎn)單零件還是復(fù)雜零件,都可以用激光精密快速成型進(jìn)行切割;其切割焊縫窄,切割質(zhì)量好,自動(dòng)化程度高,操作簡(jiǎn)單,勞動(dòng)強(qiáng)度低,無(wú)污染,可以實(shí)現(xiàn)自動(dòng)排樣、排樣,提高材料利用率,生產(chǎn)成本低,經(jīng)濟(jì)效益好。該技術(shù)有效壽命長(zhǎng)。目前國(guó)外的超結(jié)構(gòu)2mm板大多采用激光切割。許多外國(guó)專家一致認(rèn)為,未來(lái)30-40年將是激光加工技術(shù)發(fā)展的黃金時(shí)期(鈑金加工方向)。